3D-печать SLS-нейлоном: технологические особенности и рекомендации
Расходные материалы для 3D-печати любителям этой технологии настолько же важны, как хороший набор красок для профессионального художника. Одним из новейших материалов является SLS-нейлон.
Немного информации о материале
Среди всех материалов, применяемых в SLS технологии, нейлон является одним из наиболее сложных в работе. Однако он обладает одним большим преимуществом перед другими пластиками: изделия, напечатанные методом лазерного спекания нейлонового порошка, отличаются особой прочностью и долговечностью.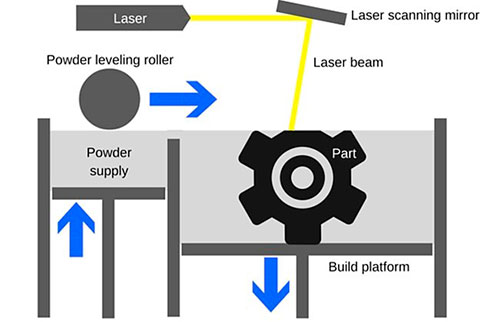
Нейлон — это представитель класса синтетических полиамидов, которые очень широко применяются не только в 3D-печати. Их используют как в машиностроительной, так и в пищевой и медицинской отраслях промышленности. Среди преимуществ нейлона следует отметить низкую температуру плавления и высокий уровень влагоотталкивания. Это делает его более перспективным материалом в сравнении с ныне популярным ABS-пластиком.
Благодаря своей высокой пластичности, нейлон склонен к растягиванию и деформациям даже при небольших нагрузках. Поэтому для 3D-принтеров, работающих по технологии SLS, используется более жесткий в сравнении с FDM-печатью материал.
Еще одно преимущество использования нейлона – гладкая поверхность готового объекта. В некоторых случаях изделия даже не нужно дополнительно обрабатывать после печати.
Особенности применения SLS-нейлона
Поскольку процесс печати нейлоном на 3D-принтерах, использующих технологию SLS, имеет некоторые технологические сложности, а сами устройства отличаются большой стоимостью, изначально нейлон использовался только в промышленных целях.
Высокая цена таких 3D-принтеров объясняется использованием в технологии дорогостоящих качественных лазеров.
Работа с нейлоном требует учитывать некоторые особенности, которые касаются направления и ориентации 3D-печати, поскольку даже маленькие просчеты могут сильно влиять на структуру и целостность готового изделия.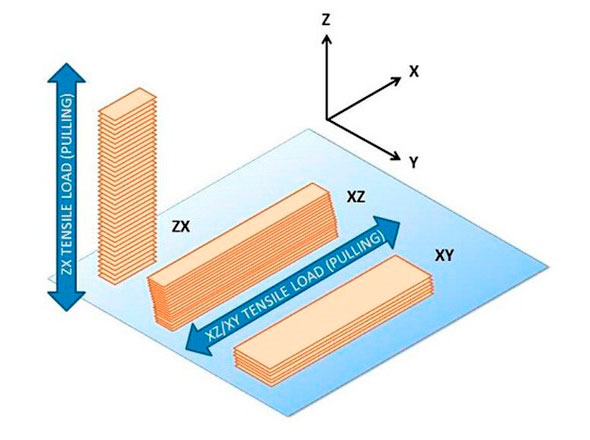
В трехмерной печати нужно правильно рассчитать параметры для каждой из плоскостей:
- горизонтальная (координатная плоскость XY) – в ней обязательно нужно правильно рассчитать эластичность нейлона и его предельное растяжение;
- вертикальная (координатная плоскость ZX) – параллельно лежащие слои обладают большой прочностью при растяжении;
- координатная плоскость XZ – здесь 3D-печать занимает много времени из-за большой разницы между температурой плавления верхних и нижних слоев объекта.
Под воздействием лазерного луча нейлон плавится, при этом внутри него могут образовываться поры и мелкие уплотнения. Из-за этого поверхность готовой модели может быть слегка шероховатой.
Также нужно учитывать то, что нейлон способен не только быстро плавиться, но и очень быстро остывать. Поэтому при воссоздании объектов, состоящих из длинных и тонких слоев, можно столкнуться с проблемами, касающимися структурной целостности объекта.
Как правильно работать с SLS-нейлоном
Ученые, представляющие Техасский университет, разработали некоторые рекомендации, которые помогут создавать качественные объекты с помощью SLS-нейлона. В первую очередь, есть ограничения, качающиеся геометрических показателей:
- стенки должны иметь толщину не менее 0,8 мм;
- диаметр отверстий не может быть меньше 2 мм;
- минимальный зазор между подвижными деталями — 0,5 мм;
- глубина отверстий должна быть не менее 4 мм.
Учитывая скорость остывания нейлона, специалисты рекомендуют проводить печать изделия в один заход, чтобы объект был цельным.
Нейлон, являясь одним из наиболее перспективных и универсальных материалов, все активней используется для 3D-печати различных объектов. Подобно другим материалам, он имеет некоторые особенности, которые нужно учитывать при печати, однако конечный результат его использования позволяет верить в то, что в скором времени SLS-нейлон станет одним из самых популярных материалов для 3D-печати.