Проблемы FDM 3D-печати и способы их решения
Во время печати на FDM/FFF 3D-принтерах неопытных пользователей ждет ряд неприятных моментов, связанных с остановкой процесса или низким качеством конечных изделий. Причины этого могут быть разные: от механических поломок принтера до элементарного засорения экструдера.
Примеры основных проблем, возникающих при 3D-печати на FDM принтерах и способы их устранения мы рассмотрим ниже.
Засорение экструдера
При постоянном проталкивании филамента через небольшое сопло экструдера внутри остается небольшое его количество. Также туда постоянно попадают различные маленькие частицы и пыль. Со временем сопло забивается, и дальнейшая печать становится невозможной.

Для устранения данной проблемы есть несколько решений. Наиболее простым способом является ручной. Для этого нужно прогреть экструдер, после этого с помощью опции «Контроль филамента» на вкладке Управление запустить привод и вручную протолкнуть расходный материал.
Другой способ — это переустановка филамента. После прогрева сопла необходимо запустить опцию «Выталкивание» и извлечь пластик из сопла.
Если оба способа не решили проблему, есть крайние меры. Можно с помощью специальной иглы аккуратно очистить сопло от всех посторонних частиц.
Внезапная остановка 3D-принтера
Причин для остановки печатающего устройства во время работы может быть несколько:
- закончился расходный материал. В данном случае просто нужно добавить филамент в устройство и сделать перезапуск печати;
- засорение экструдера из-за неоднородного материала или пыли. В таком случае необходима очистка сопла;
- перегрев двигателя 3D-принтера. Нередкая проблема для моделей с закрытыми корпусами. Оптимальным решением станет установка дополнительного воздушного охлаждения в камеру для печати;
- стачивание пластика об шестеренку. Эта проблема возникает из-за слишком быстрой печати.
Низкое качество внутреннего заполнения модели
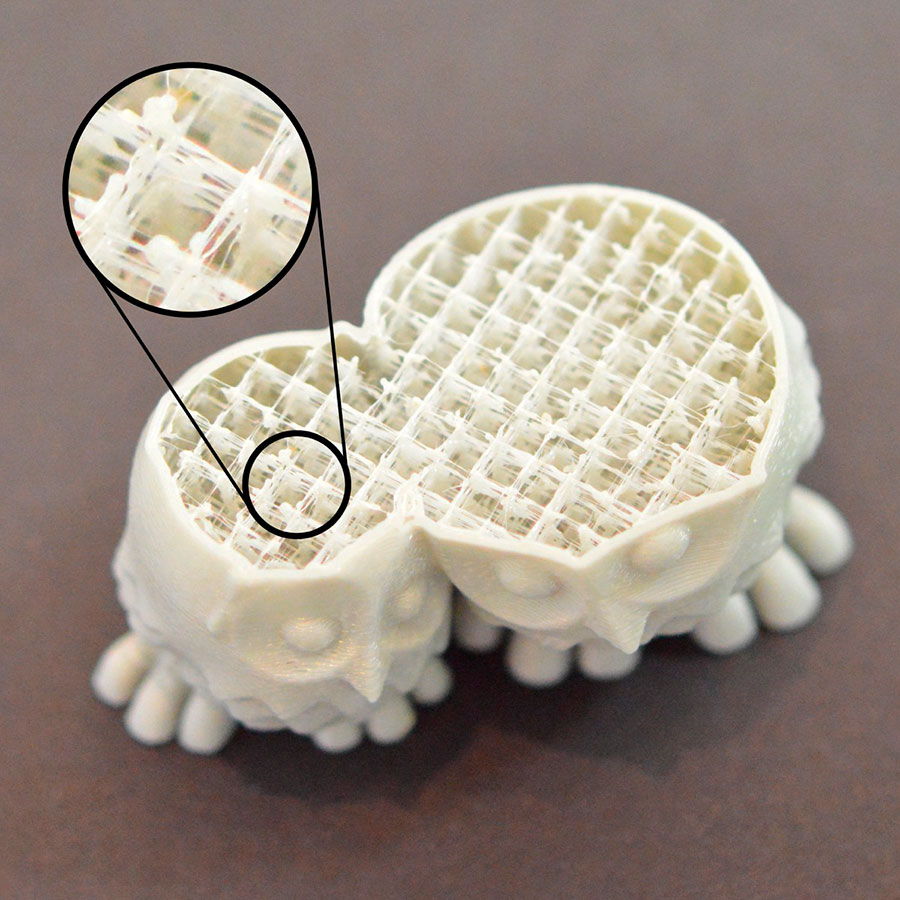
Некачественное заполнение модели приводит к хрупкости и недолговечности конечного изделия. Для устранения этой проблемы есть несколько вариантов действий:
- коррекция шаблонов внутренней заливки;
- понижение скорости печати;
- повышение показателя ширины экструдирования.
Неоднородность поверхности напечатанных изделий
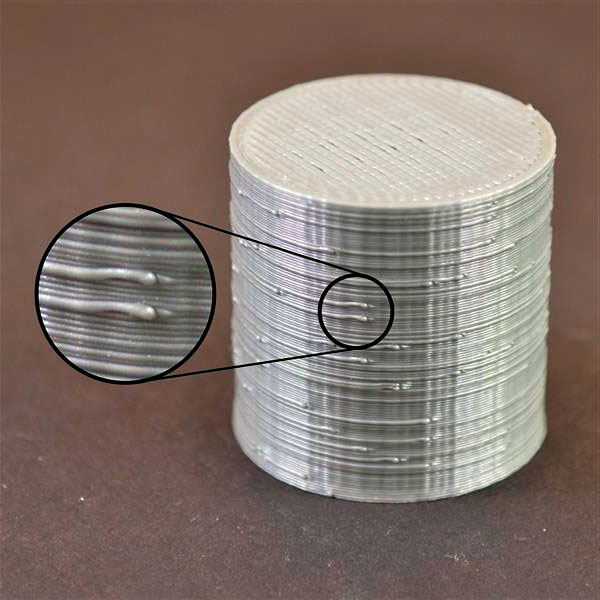
Иногда на готовом изделии в местах соединения слоев обнаруживаются структурные дефекты, так званые «натеки». Избежать их появления помогут следующие действия:
- коррекция функции «Ретракта»;
- сокращение длины заполнения;
- коррекция параметра «Движение накатом»;
- активация функции «Втягивание во время перемещения»;
- настройка одностороннего направления печати с помощью функции «Контроль движения».
Щели между каркасом изделия и его внутренним заполнением
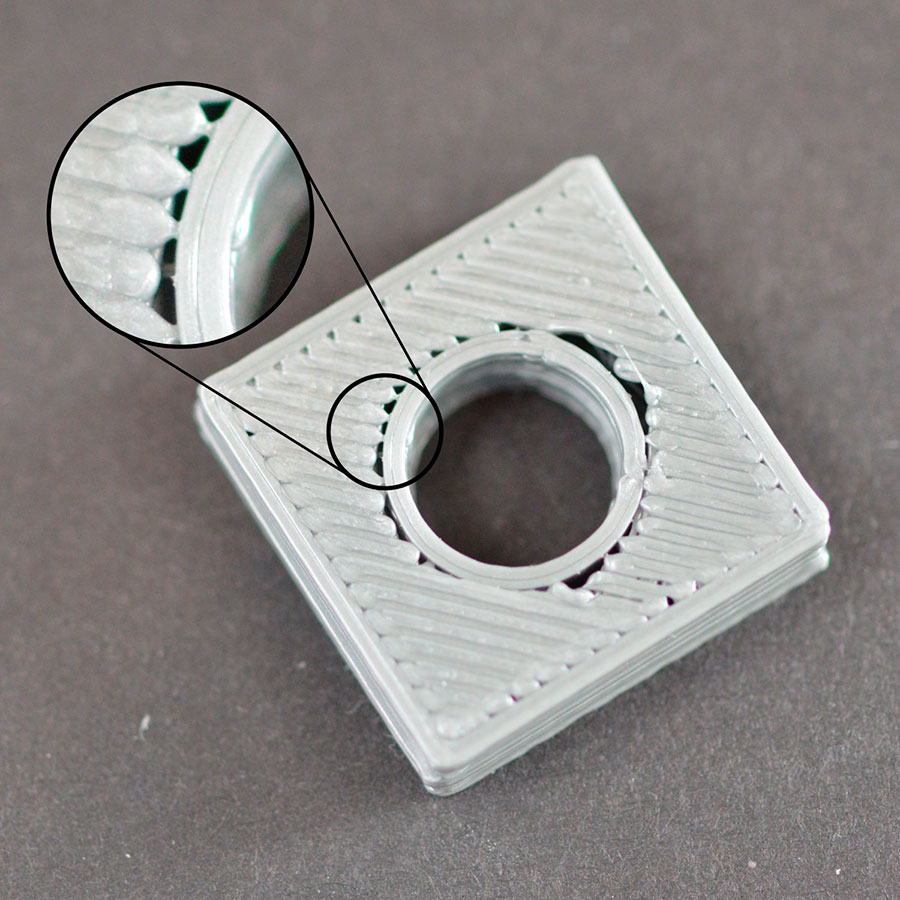
Поскольку для печати каркаса и внутреннего заполнения используются разные шаблоны, иногда между ними можно увидеть небольшие щели. Чтобы они не появлялись, необходимо:
- используя специальную программу, провести регулировку склеивания контура и наполнения;
- понизить скорость печати внутреннего заполнения, повышая тем самым его сцепление с каркасом.
Грани и углы напечатанных образцов деформируются
Данная проблема напрямую связана с перегревом пластика при 3D-печати. Чтобы он не плавился, нужно или снизить температуру печати, или обдувать печатаемые изделия.
Вы должны достигнуть правильного баланса между нагревом и охлаждением таким образом, чтобы филамент мог свободно проходить через сопло, однако быстро затвердевал для создания точной геометрии вашей 3D-модели. Если этот баланс не будет достигнут, вы заметите проблемы с качеством печати, а внешний вид вашей модели будет не таким, каким вы его представляли.
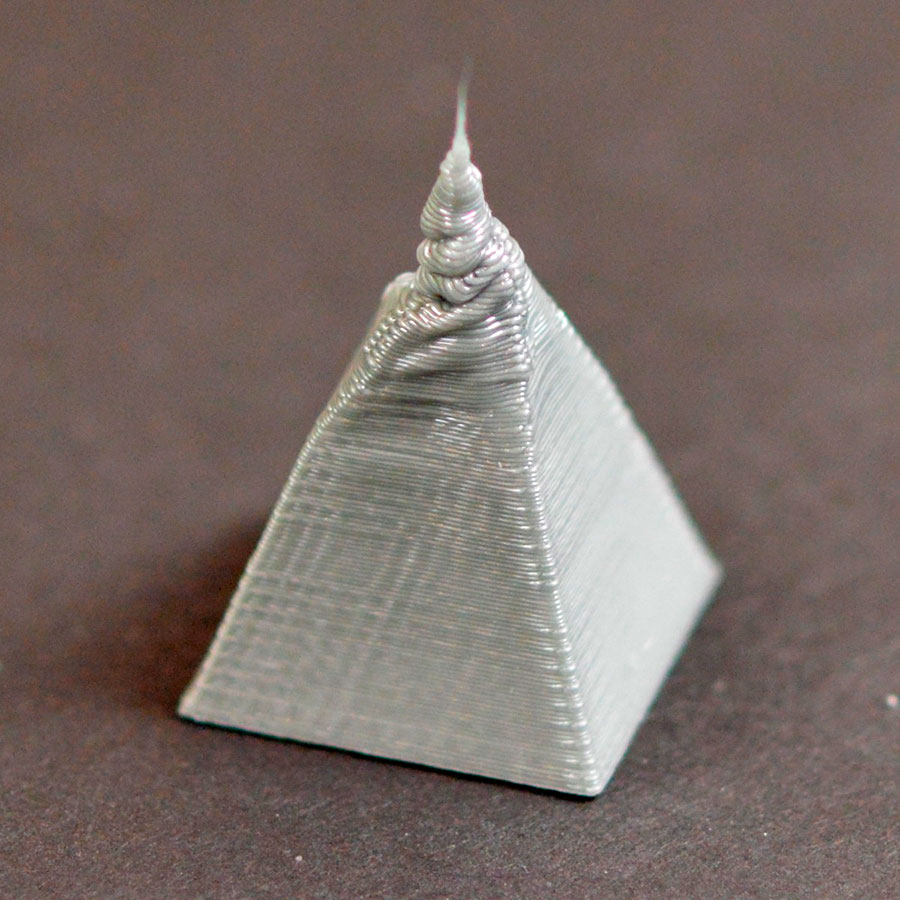
Образование царапин на поверхности изделий
В некоторых случаях на напечатанных изделиях остаются царапины от сопла экструдера. Такая проблема может быть вызвана двумя причинами.
Первая — слишком большая подача филамента, которая проводит к созданию больших слоев, задеваемых соплом. В таком случае необходимо снизить объем подачи расходного материала.
Вторая причина — некорректно выставленная высота поднимания экструдера перед началом печати следующего слоя модели. Такая проблема устраняется регулировкой показателя высоты подъема.
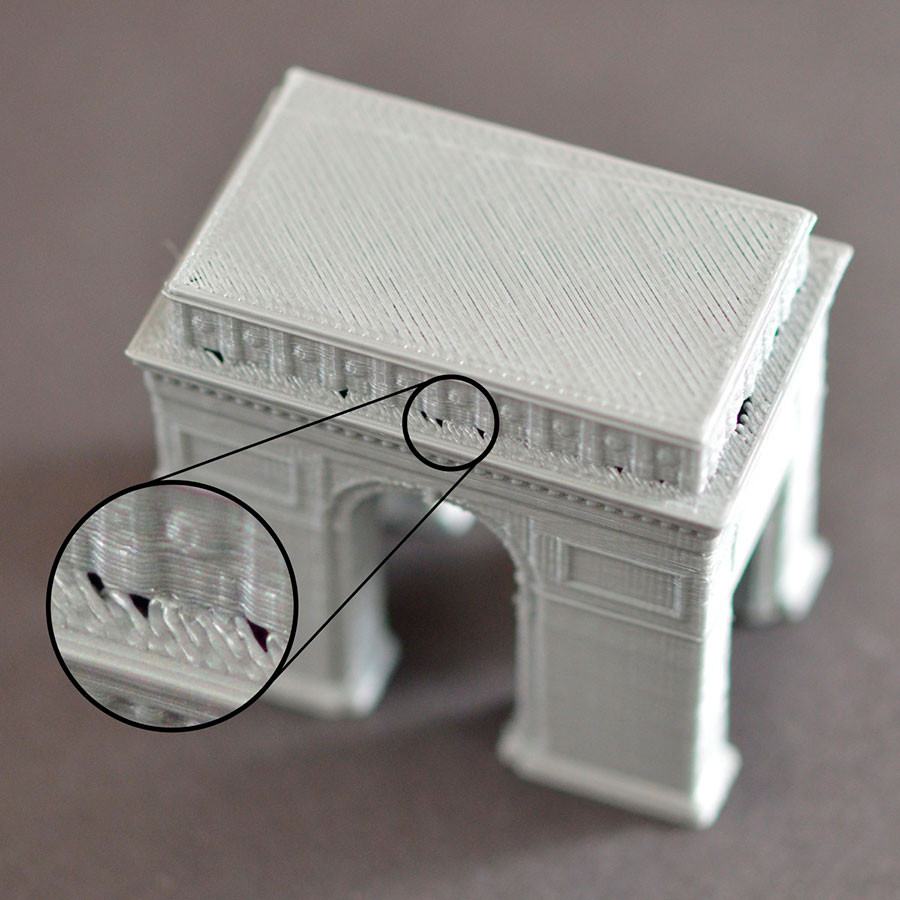
Образование пустот между напечатанными слоями образца
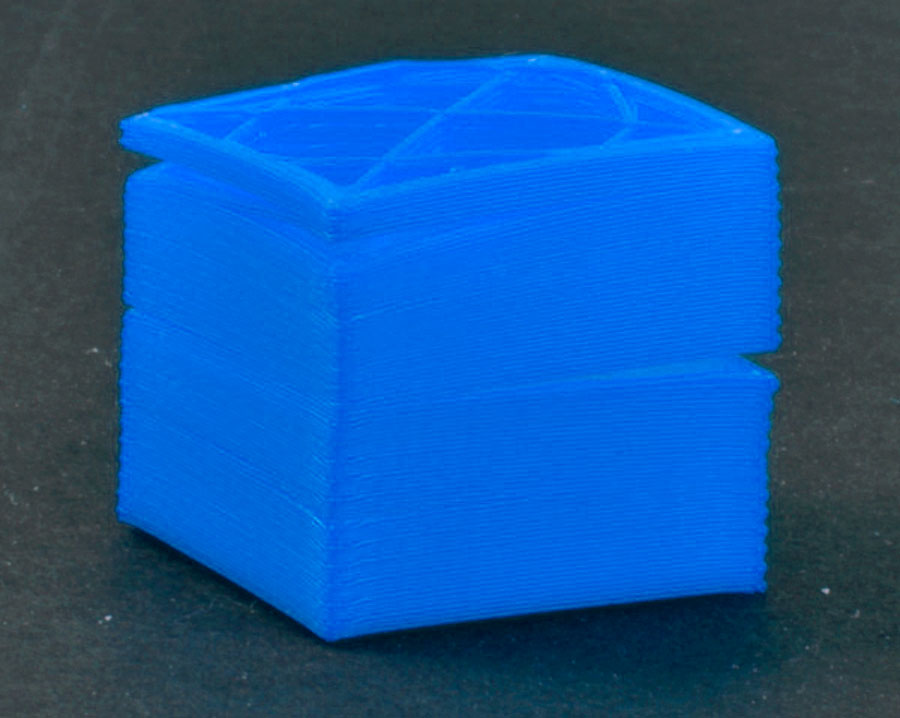
Данная проблема свидетельствует о хрупкости и недостаточной прочности предыдущего слоя, который не может надежно склеиться с последующим. В таком случае необходимо делать основание более прочным. Для этого увеличивается толщина слоев и стенок изделия, увеличивается количество витков (толщина) внешней стенки, а также процент заполнения модели.
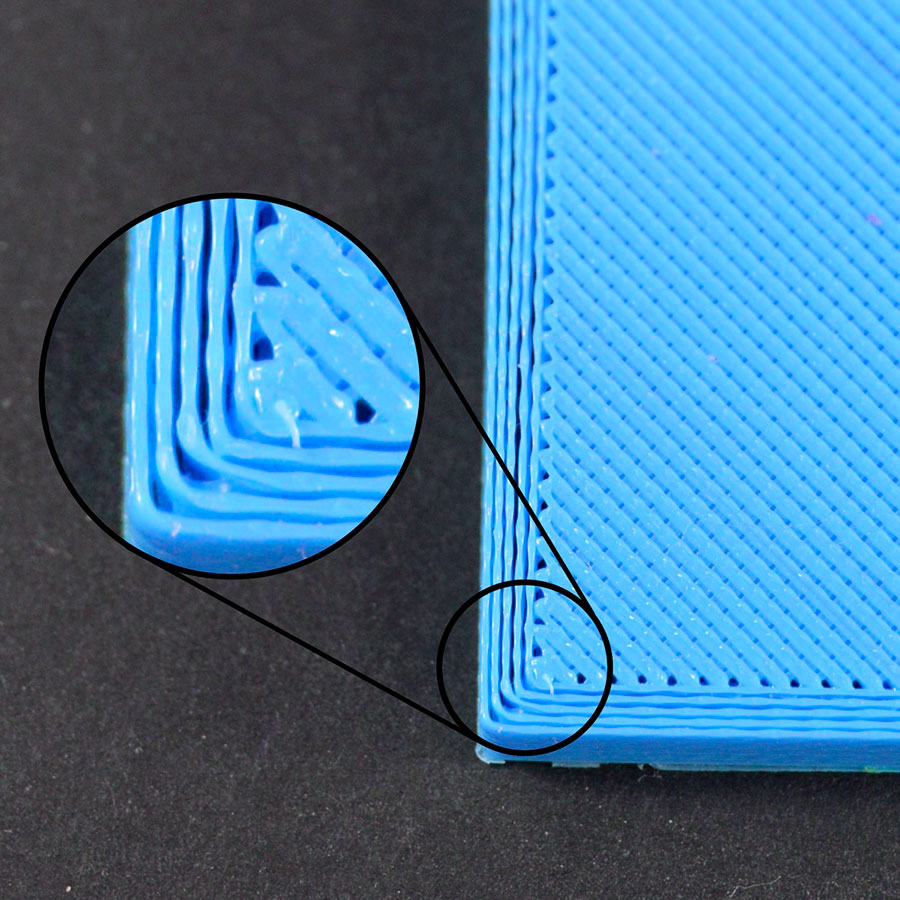
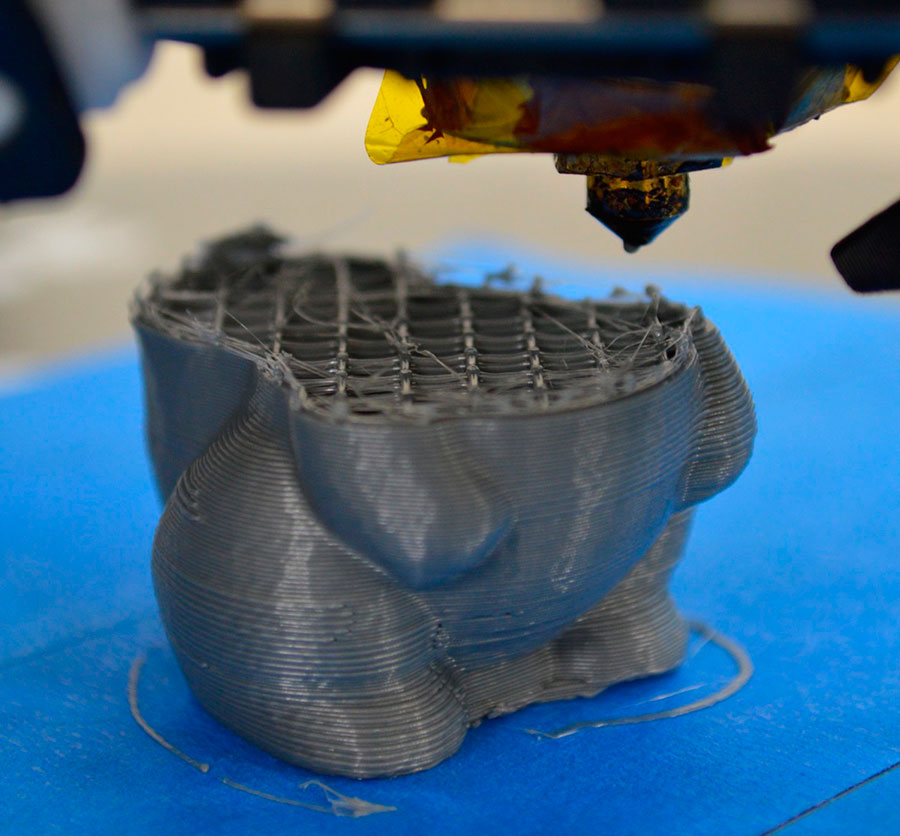
Отверстия и пробелы в верхних слоях
Для экономии филамента программное обеспечение строит внутренне заполнение моделей не с полной заливкой, а оставляя пустоты. Процент заполнения регулируется пользователем в процентном соотношении. Например, при заполнении 30%, сплошного пластика внутри модели будет только 30%, остальное будет пустое пространство (воздух). Поэтому, верхние слои, укладываясь на пустые участки, при низком проценте заполнения, могут провисать, тем самым образуя пробелы и отверстия.
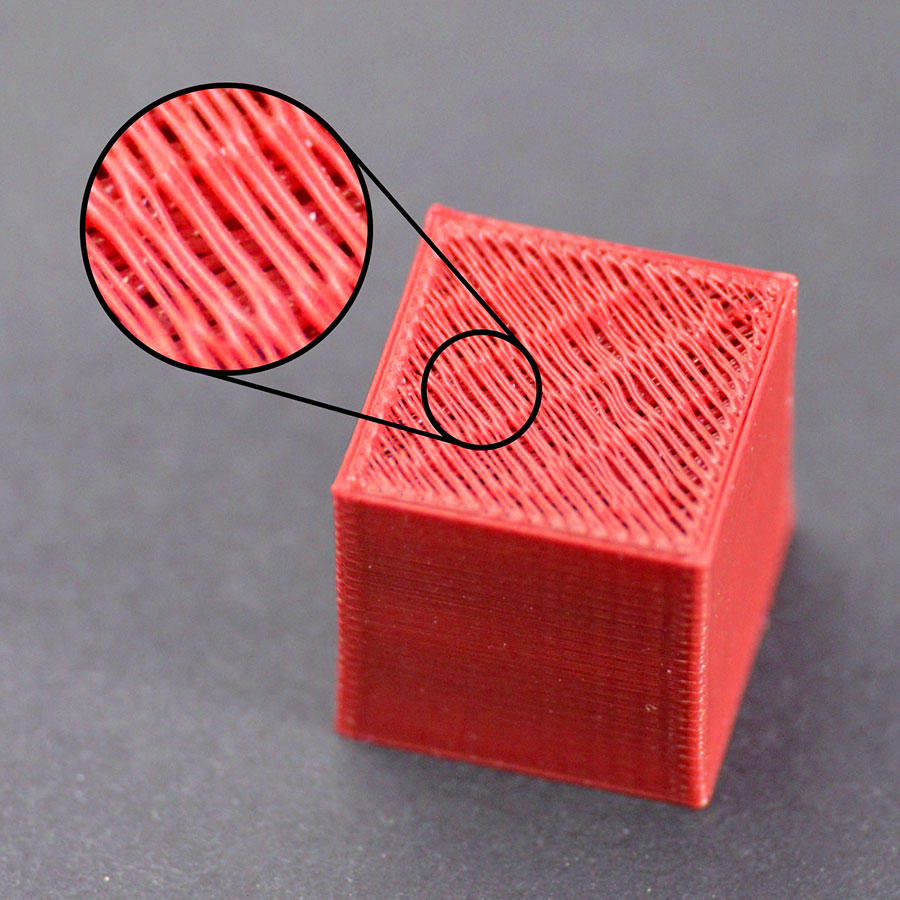
Для решения этой проблемы есть три основных параметра: необходимо увеличить процент заполнения внутреннего пространства модели; увеличить количество верхних (закрывающих) слоев, чтобы их толщина была не менее 0,5 мм; увеличить объем подаваемого филамента на верхних слоях модели.
Неровности боковых поверхностей изделий
Чаще всего виной этому служат неправильно выставленные настройки, из-за которых происходит неравномерное распределение материала экструдером. При этом слои не складываются в модель с гладкими поверхностями.
Также появление неровностей может быть вызвано низким качеством пластика, разная ширина которого приводит к изменению ширины слоев. При появлении данной проблемы необходимо сменить филамент на более качественный и провести регулировку настроек печати.
На первых этапах работы с 3D-принтерами большинство пользователей встречается с вышеперечисленными проблемами. При постоянной работе с оборудованием практически все они устраняются, а напечатанные изделия становятся прочными, качественными и долговечными.